无心车床在加工细长轴和大批量光轴时效率惊人,但它并不是万能的。在实际生产中,它的局限性非常突出,主要集中在工件形状、精度控制以及生产灵活性这几个方面。
无心车床本质上是“靠外圆定位”的加工方式,这决定了它只能处理规则的旋转体。
无法加工异形轮廓:它只能磨削圆柱形或轻微锥形的表面。如果轴上有键槽、平面、方头或者不规则的异形轮廓,无心车床是无法直接加工的。
难以处理阶梯轴与端面:普通的通过式无心车床无法加工带有台阶(轴肩)的阶梯轴,因为台阶会阻碍工件的轴向进给。同时,由于缺乏精确的轴向定位机构,它很难保证轴端面的垂直度或平行度,也无法精准控制轴的总长度。
与传统用顶尖夹持的车床不同,无心车床没有固定的旋转中心基准,这带来了两个明显的短板。
同轴度难以保证:对于多段外圆需要保持极高同轴度的阶梯轴,无心车床很难在一次装夹中完成所有工序并保证各段之间的相对位置精度。
“以圆磨圆”,无法修正初始偏差:无心磨削是一种“被动跟随”的加工。如果毛坯轴本身的圆度很差(比如椭圆度较大),无心车床往往会保留甚至复制这种误差,而无法像传统外圆车床那样通过中心孔基准来主动修正圆度。
调机难度高且费时:每次更换不同直径的轴类零件,都需要重新计算和调整托板的高度、导轮的角度与转速,甚至更换砂轮和导轮。这个过程对操作工人的经验要求极高,调试时间往往很长。
短工件加工困难:太短的轴类零件(如极短的销子)在托板上支撑不足,容易在磨削过程中发生翻转或被不规则推出,导致加工不稳定。因此,它更偏向于单一品种的大批量生产,单件或小批量订单使用它会非常不划算。
软性/粘性材料易堵塞:加工铝、铜等软金属或粘性较大的材料时,磨屑容易堵塞砂轮的孔隙,导致砂轮钝化、工件表面烧伤。
薄壁轴易变形:对于壁厚较薄的空心轴或套筒,磨削时的径向推力容易导致工件产生“压扁”变形,对托板的支撑力和磨削参数的控制提出了极高的要求。

 无心车床XF-WXC30B
无心车床XF-WXC30B 无心车床XF-WXC100Y
无心车床XF-WXC100Y 二辊矫直机JY100A
二辊矫直机JY100A 无心车床XF-WXC 255B
无心车床XF-WXC 255B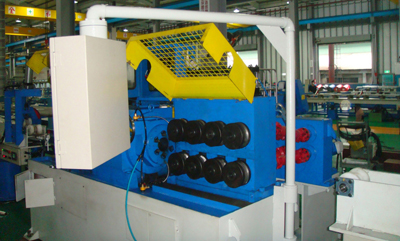 无心车床XF-WXC165C
无心车床XF-WXC165C 鲁公网安备 37069102000150号
鲁公网安备 37069102000150号