一,无心车床系列产品分为液压半自动和数控两种序列。整机结构采用机、电、液和自动控制相结合的设计方案,性能稳定,质量可靠。加工范围可包括从Φ5mm至Φ500mm整个区段,并正在向新的区段开发。
1,无心车床整机操作为:由PLC对电源系统,控制系统,主传动系统,进给系统,冷却系统,液压系统,排屑系统,上下料系统进行集中控制;触摸屏采用良好的人机界面,操作界面简洁、直观,动态可调整相关参数;可以实现0.01mm/刻度的静态同步调刀,对直径公差要求高的工件可以实行精确控制。
2,床身采用整体铸造而成,在确保足够刚性的同时,兼有缓震功能;床身上安装基准在精密加工中心一次装卡加工完成,确保机床精度。生产线所有设备及部件贯穿“零”海拔的理念,不破坏生产车间地面。

无心车床工作流程视频
3,无心车床的主轴箱:
无心车床的主轴箱壳体采用足够强度的铸件在精密坐标镗床加工而成,主轴的前后部位分别选用抗径向力的精密双列圆柱滚子轴承及良好抗轴向力的精密双列圆锥滚子轴承,主轴由顶级的专业制造商(沈阳机床股份有限公司主轴分公司)制造,确保回转机构的高精度。箱体内部采用高精度斜齿轮传动,使传动平稳、低噪;---主轴箱体内轴承及齿轮的润滑采用油浴+喷淋式润滑,确保主轴箱在良好的润滑状况下工作。针对无心车床是强力切削,主轴轴承因温升而容易损坏的状况,我们采取了将润滑油泵出主轴箱外经独立的风冷装置冷却后再泵入主轴箱的冷却方式,保证在连续工作的条件下,主轴箱内温度始终控制在理想的范围内,从结构原理上避免了主轴轴承易损坏的问题;
4,主切削系统的防护:主轴前后端采用多级的防屑、水结构及油封结构从根本上杜绝了屑、水等杂质进入主轴箱的可能。
送料、出料装置设计了自动调心机构,在加工材料直径变化时可以自动和方便的进行调整,并确保与主轴的同心度。
5,无心车床的坯料进给、成品输出机构:精确自动对中心,液压驱动装置上设有可预设压力的压力控制表,达到预设压力时,液压泵站自动停止,处于保压状态,低于预设压力时,液压泵站自动开启,补偿压力。液压泵站与PLC通讯,受集中自动控制;
其中,坯料进给机构上、下V型滚轮的两侧端面设有带预紧力的弹性装置,在坯料变形较大时能够自动补偿,以免损伤其它机构。
6.成品握持机构:夹紧装置设计了弹性夹紧与刚性夹紧相结合的结构,以满足不同用户对加工材料和精度以及使用方便程度的不同要求并减少加工震动。
7,液压压紧装置采用了特殊的液压回路设计,设计保压时间长,节省动力能源,自锁能力好
位置准确,压紧可靠。液压泵站与PLC通讯,受集中自动控制;
8,提供刀具选用及切削工艺参数打包式服务。刀具修光刃距离长,加工光洁度高,耐用、切削效率高。
9,自动上下料无心车床在加工Φ60-Φ130全部产品无需更换滚轮;自动上下料无心车床在加工Φ16-Φ80全部规格产品只需要需更换一次滚轮,自动精确对中;进料滚轮在保持高强度、高硬度的同时,采用独有的螺旋槽结构,确保进给平稳及对工件径向及轴向有足够的握持力。确保高效率。
10,无心车床的防护:回转部位安全护罩;

二,无心车床的电器控制系统的特点:
(一)工作模式:
PLC控制系统集中控制,经良好人机界面的触摸屏操作,分为以下三种工作模式
1,手动模式:
(1)模式描述:上料、进给、主轴、冷却、排削、出料、下料均为手动。
(2)特点:操作使用直观、便捷。
(3)应用:A,规格调整;B,多品种小批量时使用
2,准自动模式描述:
(1)上料、下料为自动;
(2)主轴、冷却、排屑、出料为手动设置;
(3)特点:方便实用、一次操作连续加工、效率高;
(4)应用:批量生产时使用,效率高,无间歇、连续切削;
3,自动模式描述:
(1)上料、进给、主轴、冷却、排削、出料、下料均为自动。
(2)特点:自动化程度高、便于一人看管多机;
(3)应用:批量生产时使用,尤其适合一人看管多机;
(4)说明:无心车床按照检测及切削步骤的逻辑关系自动运行,除更换刀具及尺寸补偿外,无需人工介入。
(二)主切削润滑系统自动控制
1,主轴工作时在油浴润滑的同时,喷淋润滑同时启动;主轴停止润滑同时停止,以提高油泵及油泵电机的使用寿命;
2,主轴润滑检测:主轴工作时若无喷淋润滑,则控制系统自动报警停机。
(三)辅助电机报警:油泵、水泵、润滑、排屑电器短路及过载时控制系统自动报警停机。
(四)无心车床液压系统的自动控制
1,液压系统分三路控制,各路均可分别调整压力;
2,液压系统各路均有保压阀,在使用时一次打压即可,油温可控制在理想范围内,以提供泵站的使用寿命
3,自动补偿压力:PLC与液压油泵站通讯,在检测到油压未达到预设定压力时自动开启泵站,补偿压力,达到预设定压力时自动关闭实施保压。
4,进给、输出机构的油缸上方均设有压力表,与PLC通讯,便于观测。

 无心车床XF-WXC30B
无心车床XF-WXC30B 无心车床XF-WXC100Y
无心车床XF-WXC100Y 二辊矫直机JY100A
二辊矫直机JY100A 无心车床XF-WXC 255B
无心车床XF-WXC 255B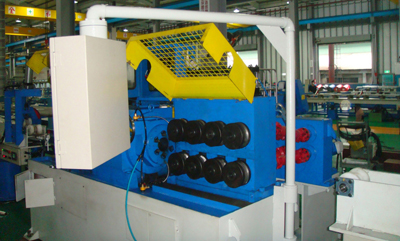 无心车床XF-WXC165C
无心车床XF-WXC165C 鲁公网安备 37069102000150号
鲁公网安备 37069102000150号